蒸留式溶剤回収装置
蒸留式溶剤回収装置とは?
溶剤回収装置の蒸留式は、混合物を加熱して各成分の沸点の違いを利用し、気化・凝縮させて分離・精製する方法です。主に有機溶剤や揮発性溶剤の再生に適しており、工業分野や製造業で広く利用されています。
蒸留法は、主に汚染された溶剤液(廃液)を精製・分離し、再利用(リサイクル)することでコスト削減を図る排液処理技術です。
工場から排出される揮発性ガス(VOC)の処理・回収による規制対応を検討されている場合は、排ガス処理に特化した【VOC処理装置の種類と選び方】ページをご参照ください。
蒸留式溶剤回収装置の仕組み
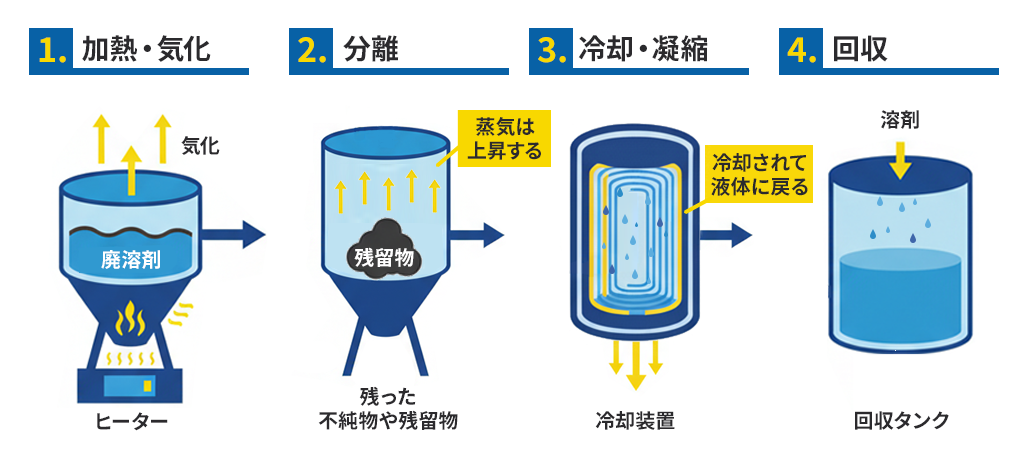
この装置は、主に以下のプロセスで溶剤を再生します。
- 加熱:使用済みの溶剤を蒸留タンク内で加熱し、溶剤成分を気化させます。
- 気化:加熱によって溶剤が蒸気となり、蒸留タンク内で上昇します。
- 冷却:蒸気となった溶剤は、冷却装置(コンデンサー)に導かれ、冷却されて再び液体に戻ります。
- 回収:液体に戻った高純度の溶剤が回収タンクに集められます。
この過程で、不純物や高沸点成分は蒸留タンク内に残留し、溶剤のみが回収され、高純度の溶剤を再利用することが可能です。プロセスは機種やメーカーによって異なるため、自社の溶剤に適したプロセスを各社に相談してみてください。
蒸留式溶剤回収装置の主な特徴
以下の特徴により、蒸留式溶剤回収装置は多くの産業で採用され、溶剤の再利用とコスト削減に貢献しています。
高純度、高回収率が見込める
溶剤の種類や状況に応じた適切な運用下であれば、80~90%以上の溶剤回収率(※)が期待できます。特に高い分離性能を持つスピニングバンド式(回転バンド式)カラムでは、可能な限り高い純度で溶剤を再生可能。高沸点の溶剤や熱に敏感な溶剤の場合は、減圧蒸留を活用して沸点を下げることで、溶剤の劣化を防ぎ、高純度の回収が実現します。
また、蒸留式では加熱温度や冷却温度の精密な制御が重要です。溶剤に合わせた適切な温度管理を行うことで、目的の溶剤成分のみを効率的に気化・凝縮させ、不純物の混入を最小限に抑えることができます。
適用できる溶剤が多い
幅広い種類の溶剤に適用できる点が大きな特徴です。沸点が250度以下の溶剤であれば、ほとんどのものを再生することが可能(※)なので、炭化水素系溶剤、アルコール系溶剤、ケトン系溶剤、エステル系溶剤、塩素系やフッ素系、臭素系の溶剤などを効率的に再生できます。
一方で、沸点が280度以上の高沸点溶剤や、pH値が極端に偏っている溶剤、高粘度の溶剤の再生には適していません。なかでもニトロセルロースを含む溶剤は、摂氏135度から165度で発火するため、蒸留再生は非常に危険です。避けるべき溶剤がある点も留意しておきましょう。
蒸留式溶剤回収装置のメリット
コストが削減できる
前述のとおり、蒸留式は不純物を効果的に除去し、高純度で溶剤の再生ができます。社内で蒸留再生した溶剤を再利用することで、原材料費を抑え、廃棄コストの削減につなげることが可能です。
高性能な装置は初期投資が高い場合がありますが、長期的な運用コスト削減や廃棄物処理費用の削減効果が期待できます。実際の導入事例として、月間の新液使用量が再生機導入前の1/4となったケース(※1)や、購入した費用を1年強で回収したケース(※2)など、導入によるコスト削減が実現した例が多数見られました。
高沸点溶剤の安全な再生
真空蒸留(減圧蒸留)の蒸留式溶剤回収装置を採用することで、高沸点溶剤の取り扱いに伴う危険性を低減し、安全かつ効率的な溶剤の回収・再利用が可能です。
高沸点溶剤は、高温での加熱により、溶剤が分解して有害な副産物を生成する可能性があります。一部の高沸点溶剤は、長期間のばく露により、皮膚炎やがんのリスクを増加させるため、取り扱いには注意が必要です。
真空蒸留であれば、真空環境下での圧力低下により溶剤の沸点も低下。高沸点溶剤を低温で蒸留でき、熱分解のリスクを最小限に抑えられます。通常の蒸留では困難な高沸点成分の分離に効果的であり、より純度の高い溶剤の回収が期待できるでしょう。
このほかにも、溶剤回収装置の導入によって環境規制への対応強化や、CRS(企業の社会的責任)に評価されるなどのメリットがあります。
蒸留式溶剤回収装置の選定ポイント
蒸留式溶剤回収装置を選定する際には、以下のポイントを考慮しましょう。
処理能力の適正な選定
使用量や廃棄量を基に、装置の処理能力を慎重に選定することが重要です。必要以上に大きな容量の装置を導入すると、初期投資や維持費用が増大する可能性があります。
容量が不足している場合は、処理が追いつかず非効率的な運用を強いられかねません。そのため、廃溶剤の排出量や使用状況を正確に把握し、適切な装置選びが求められます。
省エネルギー性能
蒸留式溶剤回収装置は、加熱・冷却のプロセスにより、エネルギー消費が大きくなる傾向があります。そのため、ランニングコストを抑えるためにエネルギー効率の高い装置を選びたいところです。
省エネ技術や熱回収システムを備えたモデルでは、運用時のエネルギー消費の削減が期待できます。また、真空蒸留は溶剤の沸点が低下し、必要な加熱温度が下がるので、エネルギー消費を抑えることが可能です。
エネルギー効率に着目して選ぶことで、長期間にわたるコスト削減が見込めるでしょう。
操作性とメンテナンス性
自動運転機能や簡単な操作性を持つ装置は、運用負担を軽減します。廃溶剤ドラムから回収液ドラムまで自動給液・自動送液が可能な装置を選べば、液の移し替え作業が不要となり、効率的な運用が可能です。
また、フィルターや部品の交換が容易で、スムーズにメンテナンスが行える装置なら、ダウンタイムを最小限に抑えられます。
安全性
以下の点に注目することで、自社に合う安全性を備えた溶剤回収装置を選ぶことができます。
- 防爆設計:可燃性溶剤を取り扱うため、揮発性溶剤に対応した防爆仕様であることが求められます。
- 遠隔操作機能:遠隔操作方式により、危険区域への立ち入りを避け、作業者の安全を確保します。
- 自動運転・自動停止機構:異常時の迅速な対応が可能となり、安全性が向上します。
そのほかにも、溶剤回収装置の安全性を高めるために、火気厳禁の場所や換気の良い場所への設置、定期的なメンテナンスなどが推奨されます。自社の作業体制や設置予定の場所を確認し、性能やサイズが適した装置を選定してください。
溶剤回収装置は、装置によって仕組みや処理の方法、対応可能な溶剤などが異なるため、現場の用途に合わせて選ぶのがおすすめです。当サイトでは、蒸留式を含む溶剤回収装置を用途別にご紹介しています。装置の導入をご検討の方はぜひご参考にしてください。
蒸留式溶剤回収装置のまとめ
蒸留式溶剤回収装置は、溶剤を加熱・気化し、不純物を分離して高純度に再生する装置です。コスト削減や環境負荷の低減に貢献し、真空蒸留を活用すれば高沸点溶剤も安全に処理できます。
当記事で紹介した選定ポイントを考慮することで、導入目的や運用環境に適した溶剤回収装置を選択でき、長期的なコスト削減と効率化が実現可能です。自社で取り扱う溶剤が蒸留式に適しているかわからない場合は、回収装置を取り扱う企業に問い合わせてみましょう。
化学薬品工場や印刷工場、金属加工工場、塗装工場などさまざまな現場で使用されている溶剤。溶剤回収装置を活用することで、コスト削減、環境配慮、法規制への対応などさまざまな効果を得ることができます。
溶剤回収装置は、装置によって仕組みや処理の方法、対応可能な溶剤などが異なるため、現場の用途に合わせて選ぶのがおすすめ。ここでは3つのタイプをご紹介するので、ぜひ参考にしてください。
VOCガスの溶剤回収なら

(https://www01.kurimoto.co.jp/co-lab/about/youzai.html)
VOCガス処理で50年以上の実績があり、粒状活性炭を吸着材に使用した装置で、濃度変動がある環境下でも95%の除去率(※1)を実現。リサイクルにも対応。
トルエン、キシレン、ベンゼン など
95%(※1)
溶剤の排水回収なら

(https://n-refine.co.jp/service/environment/)
有機溶剤精製等の蒸留工程で実績とノウハウがあり、高回収率・省エネルギー型で低ランニングコストを実現。回収した廃液の引取り・精製にも対応。
水よりも沸点が低い、または、水と共沸点を持つ溶剤(アルコール類、ケトン類、エーテル類、エステル類 など)
99%~(※2)
DMF排水の溶剤回収なら

(https://www.nikkaki.co.jp/products/detail/56)
一本塔の減圧濃縮方式と比べて、蒸気原単位が40%以上節減できる「多重効用蒸留方式」を採用。品質も安定しており、無色で純度99.5%以上のDMFを回収可能。
DMF など
99.5%~(※3)
(※1)参照元:栗本鐵工所公式(https://www01.kurimoto.co.jp/co-lab/about/test-machine.html)
(※2)参照元:日本リファイン公式(https://n-refine.co.jp/service/environment/solpico/)※処理対象・運転条件等で異なる。
(※3)参照元:日本化学機械製造(https://www.nikkaki.co.jp/products/detail/18)